Membubut adalah proses pembentukan benda kerja dengan mennggunakan mesin bubut. Mesin bubut adalah perkakas untuk membentuk benda kerja dengan gerak utama berputar. Gerakan berputar inilah yang menyebabkan terjadinya penyayatan oleh alat potong (tool) terhadap benda kerja. Dengan demikian, prinsip kerja dari mesin bubut adalah gerak potong yang dilakukan oleh benda kerja yang berputar (bergerak rotasi) dengan gerak makan oleh pahat yang bergerak translasi dan dihantarkan pada benda kerja. Mesin bubut digunakan untuk mengerjakan bidang-bidang silindris luar dan dalam (membubut lurus dan mengebor), bidang rata (membubut rata), bidang tirus (kerucut), bentuk lengkung (bola), dan membubut ulir.
B. GERAKAN-GERAKAN DALAM MEMBUBUT
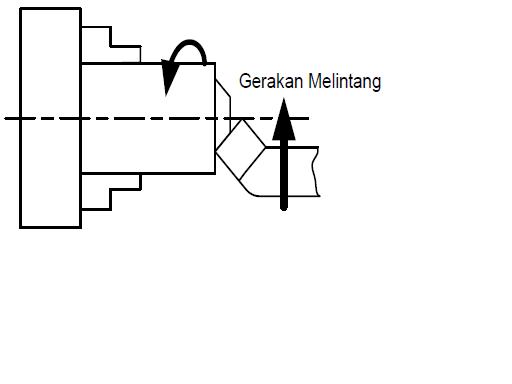
a. Gerakan berputar, yaitu bentuk gerakan rotasi dari benda kerja yang digerakanpada pahat dan dinamakan gerak potong.
b. Gerakan memanjang, yaitu bentuk gerakan apabila arah pemotonganna sejajar dengan sumbu kerja. Gerakan ini disebut juga dengan gerakan pemakanan.
c. Gerakan melintang, yaitu bentuk gerakan apabila arah pemotongan tegak lurus terhadap sumbu kerja. Gerakan ini disebut dengan gerakan melintang atau pemotongan permukaan.
Ketiga bentuk gerakan tersebut dapat dilihat pada gambar berikut:

C. PRINSIP KERJA MESIN BUBUT
Poros spindel akan memutar benda kerja melalui piringan pembawa sehingga memutar roda gigi pada poros spindel. Melalui roda gigi penghubung, putaran akan disampaikan ke roda gigi poros ulir. Oleh klem berulir, putaran poros ulir tersebut diubah menjadi gerak translasi pada eretan yang membawa pahat. Akibatnya pada benda kerja akan terjadi sayatan yang berbentuk ulir.
D. BAGIAN-BAGIAN UTAMA MESIN BUBUT
Secara umum, sebuah mesin bubut terdiri dari empat bagian utama, yaitu kepala tetap, kepala lepas, eretan dan alas mesin.
1. Kepala Tetap (head stock)
Kepala tetap adalah bagian utama dari mesin bubut yang digunakan untuk menyangga poros utama, yaitu poros yang digunakan untuk menggerakan spindel. Dimana di dalam spindel tersebut dipasang alat untuk menjepit benda kerja (kedudukan cekam). Spindel ini merupakan bagian terpenting dari sebuah kepala tetap.
Selain itu, poros yang terdapat pada kepala tetap ini digunakan sebagai dudukan roda gigii untuk mengatur kecepatan putaran yang diinginkan. Dengan demikian, dalam kepala tetap terdapat sejumlah rangkaian roda gigi transmisi yang meneruskan putaran motor menjadi putaran spindel.
2. Kepala Lepas (tail stock)
Kepala lepas adalah bagian dari mesin bubut yang letaknya di sebelah kanan dan dipasang di atas alas atau meja mesin. Bagian ini berguna untuk tempat untuk pemasangan senter yang digunakan sebagai penumpu ujung benda kerja dan sebagai tempat/dudukan penjepit mata bor pada saat melakukan pengeboran. Kepala lepas ini dapat digerakkan atau digeser sepanjang alas/meja mesin, dan dikencangkan dengan perantara mur dan baut atau dengan tuas pengencang. Selain digeser sepanjang alas atau meja mesin, kepala lepas juga dapat digerakan maju mundur (arah melintang), yakni untuk keperluan pembubutan benda yang konis.
3. Alas Mesin
Alas mesin adalah bagian dari mesin bubut yang berfungsi sebagai pendukung eretan (support) dan kepala lepas, serta sebagai lintasan eretan dan kepala lepas. Alas mesin ini memiliki permukaan yang rata dan halus. Hal ini dimaksudkan untuk mendukung kesempurnaan pekerjaan membubut (kelurusan).
4. Eretan (carriage/support)
Eretan adalah bagian mesin bubut yang berfungsi sebagai penghantar pahat bubut sepanjang alas mesin. Eretan terdiri dari tiga jenis, yaitu:
Eretan atas
Digunakan untuk kedudukan “tool holder”, bisa juga untuk proses pembuatan tirus.
Eretan lintang (cross slide)
Berfungsi untuk proses pemotongan melintang, baik untuk pemotongan benda kerja maupun proses facing (transfersal turning).
Eretan memanjang
Berfungsi untuk penyayatan memanjang (longitudinal turning).
5. Bed mesin
Berfungsi untuk tempat kedudukan pembawa (carried).
6. Sumbu pengatur jarak kisar (lead screw)
Berfungsi untuk proses pembuatan ulir (threading turning).
7. Sumbu pengatur gerak maju pemotongan (feed shaft)
Berfungsi untuk menggerakkan pahat secara otomatis baik memanjang maupun melintang.
8. Taul post
Sebagai rumah pahat (untuk penyayatan pada saat pembubutan)
E. Pahat Bubut
Pahat bubut digunakan untuk mengurangi benda kerja. Pahat ini terbuat dari unalloyed tool steel, alloy tool steel, cemented carbide, diamond tips, ceramic cutting material. Umurnya tergantung dari jenis bahan dasar pahat, bentuk sisi potong, dan pengasahannya.
a. Sifat-sifat dasar pahat bubut
(1) Keras
(2) Ulet
(3) Tahan panas
(4) Tahan lama
b. Macam-macam pahat bubut
Untuk setiap jenis pengerjaan diperlukan pahat yang tepat. Oleh sebab itu harus dipilih pahat roughing, finishing, boring, thread cutting, dan sebagainya. Kebanyakan pahat bubut sudah distandarisasikan.
(1) Pahat roughing (roughing tool).
Selama pengerjaan kasar, pahat harus memotong benda dalam waktu sesingkat mungkin. Oleh sebab itu pahat ini harus dibuat kuat. Bentuknya dapat lurus atau bengkok.
(2) Pahat finishing (finishing tool).
Permukaan yang halus dari benda kerja akan diperoleh jika menggunakan pahat finishing. Untuk keperluan ini dipergunakan pahat finishing titik dengan sisi potong bulat dan pahat finishing datar dengan sisi potong rata. Setelah digerinda, sisi potong pahat finishing harus digosok dengan oil stone secara hati-hati, kalau tidak permukaan benda kerja tidak akan halus.
c. Perawatan pahat bubut
Pahat bubut harus disimpan sedemikian rupa sehingga sisi potongnya tidak mudah rusak. Sisi potong yang tumpul menyebabkan getaran yang besar, sehingga menyebabkan panas dan permukaan yang kasar. Oleh sebab itu janganlah menunggu sampai sisi potong tumpul.
d. Cara memasang pahat bubut
Selama pengerjaan, pahat ditekan oleh tenaga potong (cutting force). Besarnya tenaga ini tergantung dari besarnya benda kerja dan ukuran penampang chip. Dengan memasang pahat pada baut pengunci (clamping bolt), terjadilah getaran yang kuat di antara permukaan penyangga pahat dengan penjepit pahat. Getaran tersebut menyebabkan pahat bergerak. Untuk menghindari bergesernya pahat selama pengerjaan, pahat harus dipegang dengan kuat dan aman. Untuk pemasangan pahat dapat digunakan pelat-pelat tipis sebagai “ganjal”.
Alat ukur digunakan untuk mengukur benda kerja yang akan dikerjakan. Alat ukur yang tersedia antara lain:
a. Vernier Caliper
b. Mikrometerc.
c. Rollmeter
F. CARA KERJA
a. Menyiapkan lembar kerja.
b. Mengukur diameter awal benda kerja dengan menggunakan kaliper.
c. Memasang benda kerja pada chuck mesin bubut, periksa sehingga benar-benar center. Sisi lainnya ditumpukan pada tail stock.
d. Memasang pahat pada rumah pahat dan mengatur tinggi ujung pahat terhadap sumbu benda kerja.
e. Pahat potong ditempelkan pada benda kerja dan posisi skala diatur pada posisi nol.
f. Mengatur kedalaman potong.
g. Mengatur kecepatan putaran mesin dan kecepatan pemotongan.
h. Jika pemasangan benda kerja pahat sudah betul, menghidupkan mesin dengan menekan tombol hijau dan pembubutan mulai berlangsung.
i. Pembubutan dilakukan untuk membubut benda kerja
j. Jika sudah selesai mesin dimatikan
k. Setelah benda selesai proses pembubutan, maka yang dilakukan selanjutnya adalah pembuatan ulir, pembuatan ulir menggunakan snei
l. Dengan benda masih benda tercekam pada spindle, pasang snei pada benda kerja dibagian yang akan dibuat ulir.
m. Dengan bantuan center drill supaya snei tidak bergerak kemana- mana, maka snei mulai untuk diputar hingga terbentuk ulir yang diinginkan
n. Setelah selesai membuat ulir maka dilakukan proses facing pada sisi satunya,supaya tepian benda kerja tidak tajam
o. Setelah selesai difacing, benda kerja dilepas dari spindle
p. Setelah selesai semua maka mesin bubut mulai untuk dibersihkan.
G. JENIS-JENIS PEKERJAAN YANG DAPAT DILAKUKAN DENGAN MESIN BUBUT
Bentuk-bentuk pekerjaan yang dapat dilakukan dalam proses membubut dapat dilihat pada
gambar berikut:

penampangnya atau gerak lurus terhadap sumbu benda kerja, sehingga diperoleh permukaan
yang halus dan rata.
2. Pembubutan Rata (pembubutan silindris), yaitu pengerjaan benda yang dilakukan sepanjang
garis sumbunya. Membubut silindris dapat dilakukan sekali atau dengan permulaan kasar
yang kemudian dilanjutkan dengan pemakanan halus atau finishing.
3. Pembubutan ulir (threading), adalah pembuatan ulir dengan menggunakan pahat ulir.
4. Pembubutan tirus (Taper), yaitu proses pembuatan benda kerja berbentukkonis. Dalam
pelaksanaan pembubutan tirus dapat dilakukan denngan tiga cara, yaitu memutar eretan atas
(perletakan majemuk), pergerseran kepala lepas (tail stock), dan menggunakan perlengkapan
tirus (tapper atachment).
- Pembubutan tirus dengan menggeser eretan atas.Cara ini digunakan apabila variasi sudut ketirusannya besar yakni antara 0-90 derajat dengan ketirusannya pendek, maksimum sepanjang gerakan eretan atas. Pembubutan dengan cara ini tidak dapat dilakukan secara
otomatis, tetapi dengan cara memutar spindel eretan atas, sehingga pahat bergerak maju.
Pemutaran eretan atas, sebesar ½ sudut ketirusan. Artinya jika sudut ketirusan 900, maka
eretan atas diputar sebesar 450. - Pembubutan tirus dengan menggeser kepala lepas. Cara ini dilakukan apabila variasi
sudut ketirusan berkisar antara 0-30 derajat dengan ketirusan yang melebihi panjang atau
lebih pendek dari pergerakan eretan atas. Pembubutan ini dapat dilakukan secara manual
maupun secara otomatis. Dalam operasinya, benda kerja dijepit diantara dua senter.
Dengan demikian, cekam diganti dengan pelat pembawa yang berfungsi untuk memutar
benda kerja dengan bantuan lathdog. Untuk menghasilkan ketirusan yang sesuai, maka
besar pergeseran kepala lepas dapat dihitung dengan persamaan:

- Pembubutan tirus dengan menggunakan perlengkapan tirus. Pembubutan ini dilakukan
jika variasi sudut ketirusan yang akan dibuat berada pada kisaran 0-60 derajat dengan
panjang ketirusan melebihi jarak pergerakan eretan atas. Pembubutan ini dapat dilakukan
secara manual ataupun otomatis. Untuk menghasilkan ketirusan, sudut perlengkapan tirus
harus diatur sebesar ½ sudut tirus sejajar kemiringan benda kerja. Selanjutnya eretan atas
dilepas hubungannya dengan meja mesin dan dihubungkan dengan kelengkapan tirus
yang sudah diatur sudutnya. Dengan demikian, gerakan eretan atas akan mengikuti
kemiringan kelengkapan tirus.

diperoleh lubang pada benda kerja. Pekerjaan ini merupakan pekerjaan awal dari pekerjaan
boring (bubut dalam).
6. Perluasan lubang (boring), yaitu proses pembubutan yang bertujuan untuk memperbesar
lubang. Pembubutan ini menggunakan pahat bubut dalam.
7. Knurling, yaitu proses pembubutan luar (pembubutan slindris) yang bertujuan untuk membuat
profil pada permukaan benda kerja. Pahat yang digunakan adalah pahat khusus (kartel).
Download Ebook-nya disini>>
 Label:
CAD,
mesin bubut,
Peralatan Industri
Label:
CAD,
mesin bubut,
Peralatan Industri
 Previous Article
Previous Article






Responses
2 Respones to "Mesin Bubut"
bagus artikel kunjungi juga https://bacaartikellengkap.wordpress.com
bila ingin mencari mesin bubut http://www.agenmesinbubut.com/
11 September 2015 pukul 10.49
Apabila Anda mempunyai kesulitan dalam pemakaian / penggunaan chemical , atau yang berhubungan dengan chemical, jangan sungkan untuk menghubungi, kami akan memberikan konsultasi kepada Anda mengenai masalah yang berhubungan dengan chemical.
Salam,
(Tommy.k)
WA:081310849918
Email: Tommy.transcal@gmail.com
Management
OUR SERVICE
Boiler Chemical Cleaning
Cooling tower Chemical Cleaning
Chiller Chemical Cleaning
AHU, Condensor Chemical Cleaning
Chemical Maintenance
Waste Water Treatment Plant Industrial & Domestic (WTP/WWTP/STP)
Degreaser & Floor Cleaner Plant
Oli industri
Rust remover
23 November 2019 pukul 09.35
Posting Komentar